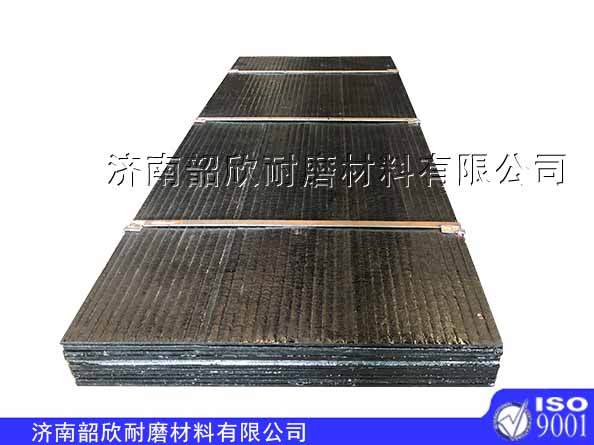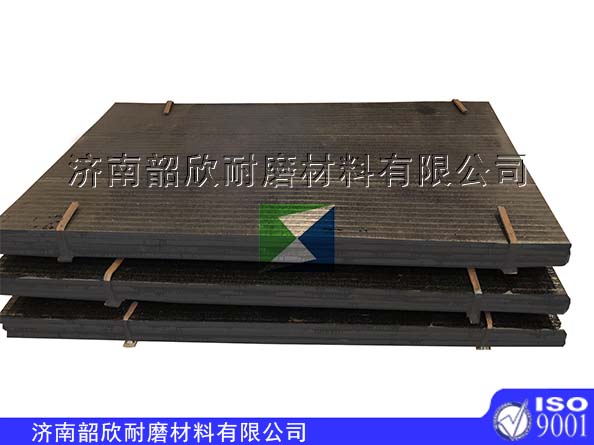
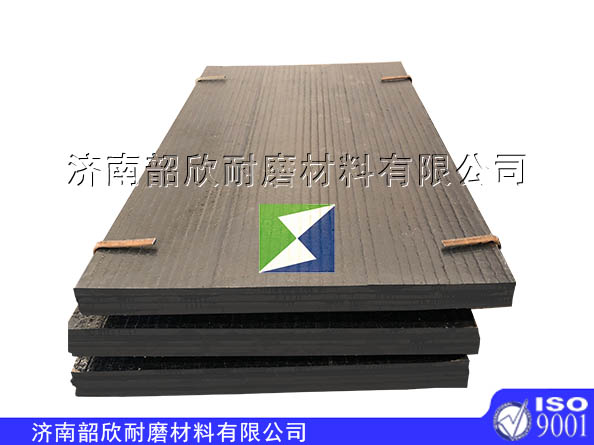


堆焊复合耐磨板以一般厚钢板为板材,表层堆焊有炭化铬层,使厚钢板具备高些的抗压强度。因而,堆焊耐磨板的品质关键由焊条和堆焊加工工艺决策。耐磨焊丝有很多详尽的归类,它能够分成单面焊条,两层焊条和双层焊条。从应用类型看来,可分成各种各样修复焊条和气体保护焊丝。高品质焊条送丝畅顺,电孤平稳,直徑匀称。焊条溅出小,粉尘少,堆积高效率。高品质的焊条大部分每袋焊条全是沒有接缝处的详细焊条。具备所述特点的焊条是高品质的焊条。
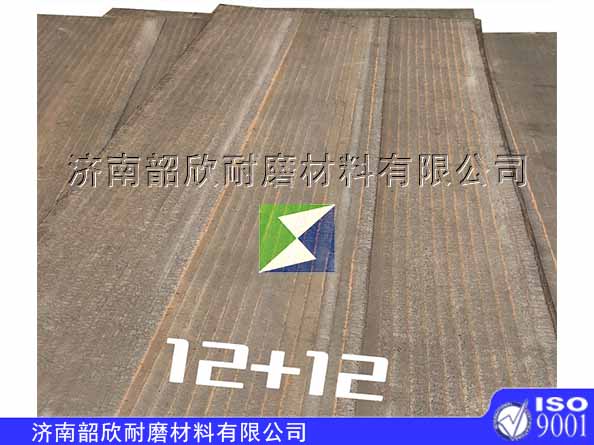
1.2毫米,1.6毫米,2.4mm,2.8毫米和3.2毫米几类规格型号是焊条按薄厚区划的,不一样规格型号的焊条具备不一样的强度,高品质的焊条强度能够做到HRC55之上,越高越好。碳和铬的成分决策了焊条的强度。基础焊条的碳成分约为3.0-5.0,铬成分为15-30。表层的对焊层应具备不错的抗冲击性,不容易掉下来是高品质焊条堆焊后的优势。焊条可依据不一样领域进一步细分化,比如,如果有生产商,则该焊条可分成混凝土立柱式切削堆焊焊条,辊筒堆焊焊条,挤压成型辊筒堆焊焊条,星轮修复焊条等实际类型。气体保护焊丝也可分成耐冲击焊条,耐热焊条,汽体维护修补焊条和包括各种各样独特原素的焊条。
在堆焊耐磨板的生产制造中,焊接板服务平台十分关键。现阶段,优秀的焊接板服务平台全是自动式的双头服务平台。双头服务平台比双头服务平台具备高些的电焊焊接高效率。堆焊的耐磨板不容易从电焊焊接层上掉下来,且板弯大。并且,新式焊板服务平台具备很高的自动化技术水准,能够操纵每把焊机的启停,高宽比,并能够在中断点处完成持续电焊焊接的作用。电焊焊接的耐磨钢管复合耐磨板应具备匀称的表层强度,光洁的表层和细微裂痕的特性。
除此之外,堆焊加工工艺不但能够生产制造耐磨钢管耐磨板,如今还能够应用耐磨管道堆焊机器设备在无缝钢管中开展堆焊,以生产制造堆焊耐磨板。该生产过程是应用一般的直型无缝钢管,在其內部铺装耐磨损层,进而能够完成最少80mm的耐磨管道堆焊。生产制造长短达到2500m。
它还可以立即电焊焊接在弯管中。该全过程比含有耐磨板的翻转管更合理,而且部件更经久耐用。